

|
|
|
Wussten Sie, dass Ihre Produktion täglich Geld durch unnötige Verluste verliert? Bestimmt.
Wissen Sie denn auch, welche Verluste am meisten dazu beitragen?
Und wie einfach es wäre, diese zu beheben?
Mk Plast, einer unserer Kunden, konnte dadurch 24.000€ mehr Produktion jährlich erreichen. Und zwar auf jeder Anlage! Die Story dazu finden Sie unter diesem Link: Über 5% Produktivitätssteigerung durch Digitalisierung in der Extrusion
Wie das geht, zeigen wir Ihnen heute anhand der “6 Big Losses”. Diese typischen sechs Verluste an Produktionsanlagen sind stark verzahnt mit dem OEE. Durch das Beheben oder Verringern dieser Verluste wird Produktivität auf ein neues Niveau gehoben.
Das Konzept eignet sich hervorragend, um verschiedene Optimierungen der Fertigung gegeneinander zu priorisieren und daraus Digitalisierungsstrategien für den Shopfloor abzuleiten.
Für heute nehmen wir uns zunächst die folgenden Fragen vor:
Was steckt hinter dem Framework der "6 Big Losses”?
Wie kann ich mit einer Top-Loss-Analyse meine Produktion optimieren?
Was sind die “6 Big Losses”
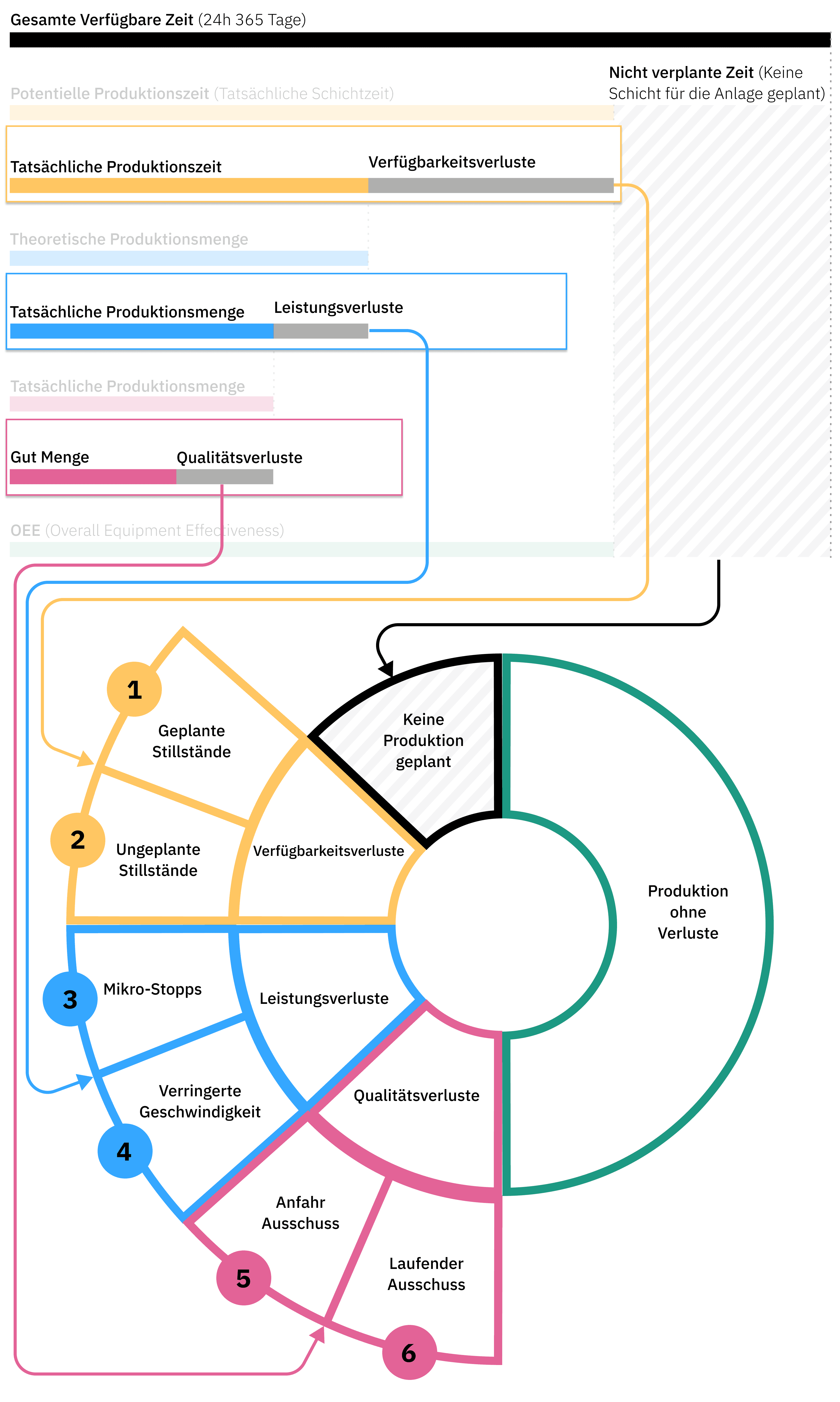
Die 6 typischen Verluste einer Fertigung lassen sich analog zum OEE in Verfügbarkeitsverluste, Leistungsverluste und Qualitätsverluste aufteilen. Innerhalb dieser drei Verlustkategorien sind dann jeweils zwei Big Losses zu finden, die man zusammen als "6 Big Losses" bezeichnet.
Die 6 Big Losses:
Verfügbarkeitsverluste:
1. Geplante Stillstände
2. Ungeplante Stillstände
Leistungsverluste:
3. Mikro-Stops
4. Verringerte Produktionsgeschwindigkeit
Qualitätsverluste:
5. Anfahr-Ausschuss
6. Laufender Ausschuss
Im folgenden gehen wir auf die einzelnen Verlustgrößen (Losses) im Detail ein. Im Anschluss haben Sie ein klares Verständnis der Verlustgrößen, können diese gegeneinander abgrenzen und sind in der Lage, alle Verluste Ihres Shopfloors einer der 6 Big Losses zuzuordnen.
Verfügbarkeitsverluste
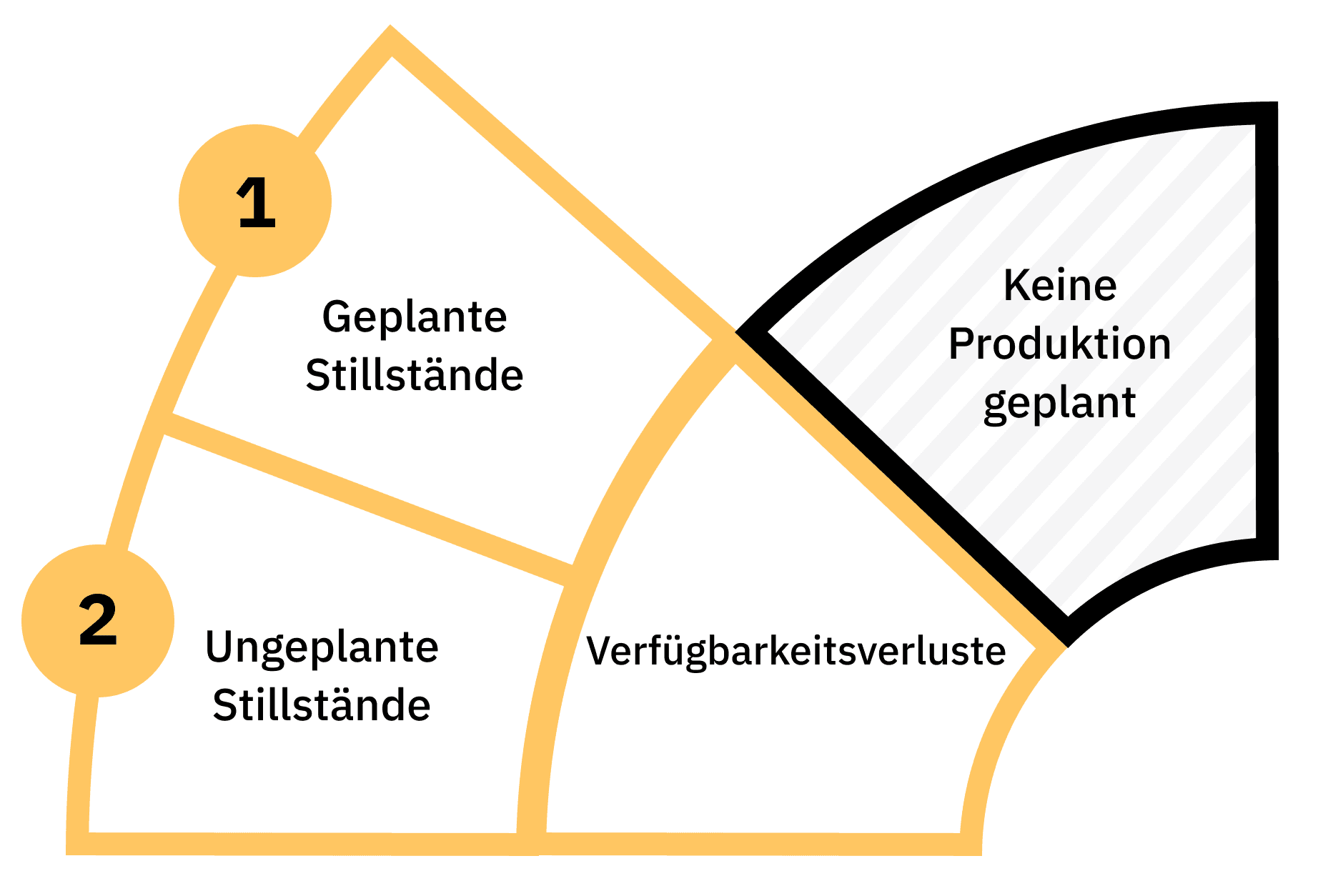
Stillstände an Anlagen können in drei unterschiedliche Kategorien unterteilt werden:
Geplante Stillstände
Ungeplante Stillstände
Keine Produktion geplant
Dabei werden nur die beiden ersten Kategorien (Geplante und Ungeplante Stillstände) den Verfügbarkeitsverlusten zugerechnet.
Denn: Verfügbarkeitsverluste treten nur dann auf, wenn die Anlage für die Fertigung verplant ist, aber nicht fertigt. Dazu später mehr.
Im Sinne des 6 Big Losses Frameworks spricht man dann von den beiden Big Losses bzw. Verlustgrößen:
Geplante Stillstände
Ungeplante Stillstände
Was sind geplante Stillstände?
Diese Stillstände stehen für die Zeit, in der die Maschine für die Produktion vorgesehen ist, d.h. aus Produktionsplanung-Sicht verplant ist, aber aufgrund eines geplanten Ereignisses nicht in Betrieb ist.
Beispiele für geplante Stillstände sind das Rüsten für einen Auftrag, planmäßige Reinigung und Wartungsarbeiten etc. Obwohl diese Stillstände eingeplant sind, lohnt sich oft eine genauere Analyse der dahinter liegenden Abläufe und Prozesse, denn auch diese Ereignisse verringern die produktive Zeit der Maschine. Insbesondere, wenn die selbe Tätigkeit unterschiedlich lange Stillstände nach sich zieht.
Was sind ungeplante Stillstände?
Von ungeplanten Stillständen spricht man, wenn die Maschine für die Produktion vorgesehen ist, aber aufgrund eines ungeplanten Ereignisses nicht fertigt. Beispiele hierfür sind Anlagenausfälle, ungeplante Wartungsarbeiten, Mangel an Bedienpersonal oder Material, Ausfälle durch vorgelagerte Anlagen oder Blockierungen durch nachgelagerte Anlagen. Diese Ereignisse sind enorm schädlich für die Produktivität und sind daher zu minimieren.
Was ist unter der Kategorie “Keine Produktion geplant” zu verstehen?
Diese Zeit, in welcher die Anlage nicht für die Produktion verplant ist, gehört nicht zu den 6 Big Losses, da sie mit der Effektivität der Anlage nicht direkt was zu tun hat. Dennoch sollten diese Maschinenstillstände auch erfasst und erklärt werden, da sie Aufschluss darüber geben, wie viel Umsatz verloren geht, weil z. B. die Nachfrage aktuell nicht für eine Voll-Auslastung ausreicht.
Sie kann damit eine wichtige Info für Ihren Vertrieb und die Produktionsplanung sein, damit das gesamte Potenzial Ihres Anlagenparks ausgenutzt werden kann. In Teil 4 der OEE-Reihe zeigen wir die akkurate Erfassung der Stillstände mit Hilfe von Maschinendaten genauer auf und gehen auf die Behebung von Verfügbarkeitsverlusten im Detail ein.
Leistungsverluste
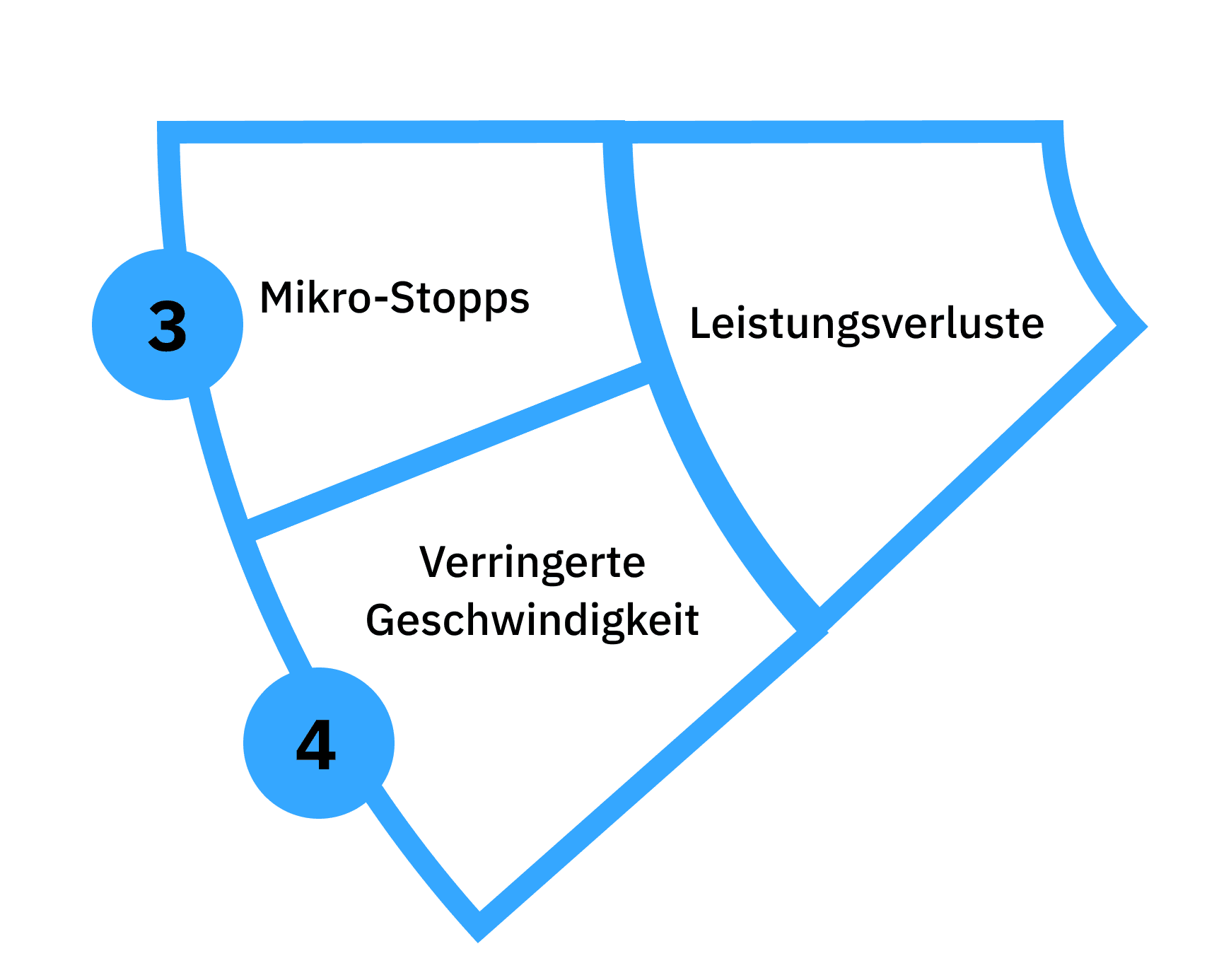
Leistungsverluste treten auf, wenn trotz aktiver Produktion nicht so schnell produziert wird, wie man theoretisch produzieren könnte.
Leistungsverlusten liegen zwei Ursachen zugrunde: Zum einen sind das extrem kurze Stillstände, die sogenannten Mikro-Stops, und zum anderen eine verringerte Produktionsgeschwindigkeit.
Im Sinne des 6 Big Losses Frameworks spricht man dann von den beiden Verlustgrößen:
3. Mikro-Stops
4. Verringerte Produktionsgeschwindigkeit
Warum werden Mikro-Stopps nicht zu den Verfügbarkeitsverlusten gezählt?
Mikro-Stopps sind kurze Stopps, welche nicht länger als 30 Sekunden dauern. Ein Beispiel ist eingeklemmtes Material, was der Werker durch einen Handgriff lösen kann. Aufgrund der sehr kurzen Stillstandszeit wird der Werker hierfür keinen Stillstand buchen bzw. ein Stillstandsprotokoll ausfüllen. Daher werden diese Stopps den Leistungsverlusten zugeordnet.
Eine genaue Erfassung der Mikro-Stopps ist manuell nicht möglich. Mikro-Stopps sind daher besonders tückisch und werden leicht übersehen, obwohl sie trotz der geringen Dauer durch die Häufigkeit ihres Auftretens oft ein signifikanter Verlustgrund sind.
Hierbei ist zu erwähnen, dass Mikro-Stopps für viele kontinuierliche Fertigungsverfahren (z.B. Plastik- und Verpackungsindustrie, Metallindustrie) aufgrund der trägeren Prozesse nicht auftreten können. Mikro-Stopps treten häufig bei diskontinuierlichen Fertigungsverfahren wie dem Spritzguss oder der CNC-Fertigung auf. Ob sich eine Erfassung von Mikro-Stopps lohnt, muss daher im Einzelfall und basierend auf dem Maschinenpark bzw. der Fertigungsverfahren entschieden werden.
Wann tritt eine verringerte Produktionsgeschwindigkeit auf?
Die zweite Ursache, die verminderten Produktionsgeschwindigkeiten, tritt dagegen sehr häufig in semi-kontinuierlichen und kontinuierlichen Fertigungsverfahren auf. Oftmals sind diese sogar die größte Verlustgröße aller 6 Big Losses. Hauptursache sind sub-optimale Prozesseinstellungen an der Maschine, welche zu variierenden Produktionsgeschwindigkeiten führen.
Um verminderte Produktionsgeschwindigkeiten zu erfassen, ist ein Referenzwert notwendig, also eine theoretisch erreichbare ideale Produktionsgeschwindigkeit. Dieses Konzept ist dem der Ideal Cycle Time aus den diskontinuierlichen Fertigungsverfahren gleichzusetzen.
Hierbei gibt es zwei verschiedene Betrachtungsweisen: Zum einen die Perspektive aus Anlagensicht. Hier wird die maximal mögliche Leistung der Anlage als Referenzwert für alle Produkte verwendet. Oder aber die Produktsicht, bei welcher für jedes Produkt ein individueller maximaler Durchsatz (Maximum Demonstrated Speed - MDS) hinterlegt wird.
Bei ENLYZE geschieht letzteres, da unserer Meinung nach erst so eine realistische und faire Leistungsanalyse möglich ist. Eine genaue Gegenüberstellung der beiden Verfahren sowie die Vorteile der Produktperspektive finden Sie in unserem Artikel zu den Leistungsverlusten.
Qualitätsverluste

Viel und schnell zu produzieren hilft nichts, wenn das Meiste davon im Nachgang auf dem Schrott landet, da die Produkte nicht den notwendigen Qualitätsanforderungen entsprechen. Daher gibt es noch zwei weitere Verlustgrößen, welche sich auf die Qualität und damit den Ausschuss beziehen.
Von allen Verlustkategorien gehört der Ausschuss zu den teuersten und kann daher die Gewinnspanne eines fertigenden Unternehmens erheblich beeinflussen. Kein Wunder, dass diese Verlustgröße oftmals die größte Aufmerksamkeit des Managements erhält. Der Grund für die hohen Kosten ist, dass all die wertschöpfenden Schritte bis hin zum Endprodukt plötzlich wertlos werden.
Das “Biggest Loss” Framework unterscheidet dabei Anfahr-Ausschuss und Laufendem Ausschuss:
5. Anfahr-Ausschuss
6. Laufender Ausschuss
Was ist Anfahr-Ausschuss?
Anfahrausschuss ist der Teil von Ausschuss, welcher beim Einfahren eines neuen Auftrags anfällt. Dafür wird typischerweise der Ausschuss eines Auftrags gezählt, bis dieser das erste Mal ein stabiles Produktionsniveau erreicht hat. In den Anfahrausschuss fällt somit das Ausfahren des Materials eines vorherigen Auftrags oder die Menge, die zum “warmfahren” benötigt wird, falls die Anlage komplett ausgeschaltet war.
Was ist laufender Ausschuss?
Laufender Ausschuss ist der Ausschuss, welcher während einer stabilen (stationären) Produktion auftritt. Beispiele hierfür sind Stippen, Folienriss, Fehldrucke etc. Laufender Ausschuss wird oftmals nicht direkt während der Fertigung entdeckt, sondern erst später durch die Qualitätssicherung.
Potenziale erkennen durch eine Top-Loss-Analyse
Es wurden nun alle Verlustgrößen sauber erfasst, was nun?
Wenn alle Verluste akkurat erfasst wurden, können im nächsten Schritt mit einer Biggest- oder Top-Loss-Analyse die größten Verluste auf dem Shopfloor identifiziert werden.
Die Idee hinter der Top-Loss-Analyse ist einfach: Wenn man mit der Minimierung des aktuell größten Verlusts startet und diese Verlustquelle kontinuierlich verringert, dann führt dies automatisch am schnellsten zum Erfolg. Mit anderen Worten: Richten Sie Ihre Aufmerksamkeit auf eine kleine Gruppe von Verbesserungsmaßnahmen, welche den größten Hebel für eine Minimierung der Verluste hat.
Um das Potenzial tatsächlich zu heben, sind 3 Schritte notwendig, welche konstant und iterativ durchlaufen werden:
Erfassen: Akkurate und gleichbleibende Erfassung aller Verluste
Auswahl: Auswahl der vielversprechendsten Verluste basierend auf einer Top-Loss-Analyse
Action: Ableiten und Umsetzen von Verbesserungsmaßnahmen, um die größten Verluste zu minimieren
Systeme wie ENLYZE helfen vornehmlich in den ersten beiden Schritten. Zum einen wird der Aufwand für eine akkurate Datenerfassung mit konstant hoher Datenqualität auf ein Minimum reduziert. Außerdem setzen sie auf belastbare Informationen, von denen Sie die relevanten Optimierungspotenziale direkt ableiten können.
Aus unserer Erfahrung zeigt sich, dass es dabei nicht nur um die absolute Höhe der Verluste geht, sondern auch um mögliche Schwankungen der Werte. Diese Schwankungen sind Anzeichen für großes Optimierungspotenzial. Es sollte daher unbedingt auch die Variabilität der Verluste innerhalb einer Kategorie durch eine Betrachtung über einen langen Zeitraum überprüft werden.
Zusammenfassung
In diesem Artikel haben Sie die 6 Big Losses und mit der Top-Loss-Analyse ein systematisches Verfahren für die Erfassung der größten Verlustgründe und für eine kontinuierliche Optimierung Ihres Shopfloors kennengelernt.
Sie wollen erfahren, wie Sie die größten Verluste automatisiert im Hintergrund basierend auf Maschinendaten erfassen können und so die größten Hebel für Produktivitätssteigerungen identifizieren können? Dann buchen Sie gerne eine unverbindliche Demo.
Schauen Sie auch gerne hier nach, wie der Blasfolienhersteller Mk Plast 24.000€ pro Anlage und 5% mehr Produktivität durch Fokus auf Leistungsverluste erzielen konnte.
Werde zum OEE-Experte mit unserer OEE Reihe
Hier lernst Du, wie Du den OEE berechnest und langfristig verbesserst.


